Casting Defects vs Forging Defects: Key Differences, Causes & Prevention

The primary difference between casting defects and forging defects lies in their origin: casting defects, such as porosity and shrinkage, occur during molten metal solidification, while forging defects, like laps and die shifts, occur during the mechanical deformation of solid metal.
In hand tool manufacturing, this distinction directly affects tool strength, torque capacity, durability, and user safety. Forging generally produces stronger, more reliable tools with fewer internal defects due to refined grain structure and compressive processing forces.
Understanding how these defects form is essential when producing load-bearing hand tools such as spanners, wrenches, pliers, hammers, and sockets, where structural integrity determines long-term performance.
What Are Casting Defects?
Casting defects are physical irregularities or internal voids formed during molten metal solidification, often caused by gas entrapment, improper feeding, or cooling inconsistencies.
In hand tools, these defects can significantly reduce torque capacity and long-term durability, especially in tools exposed to repetitive impact or high mechanical stress.
Field Note (Manufacturing Insight): In tool manufacturing audits, we often observe that cast spanners with hidden porosity fail prematurely under torque compared to forged equivalents.
Common Casting Defects
Below are the most frequently observed casting defects in industrial and hand tools manufacturing:
- Porosity
- Shrinkage Cavities
- Cold Shut
- Blowholes
- Misrun
Porosity
Porosity forms due to gas entrapment or rapid solidification, creating internal voids. In hand tools, this weakens structural integrity and increases fracture risk under torque or impact loading.
Shrinkage Cavities
Shrinkage cavities develop when molten metal contracts without proper feeding support. In heavy-duty tools, this can compromise load-bearing zones, particularly near jaw openings or striking faces.
Cold Shut
Cold shut occurs when molten streams fail to fuse properly, creating weak bonding lines. In tools like pliers or adjustable wrenches, this can lead to crack propagation.
Blowholes
Blowholes are gas-induced cavities caused by moisture or dissolved gases. Surface blowholes in tools may affect coating adhesion and corrosion resistance.
Misrun
Misrun results from insufficient metal flow, causing incomplete cavity filling. In hand tools, this can lead to dimensional inaccuracies affecting fit and grip precision.
Root Cause Analysis (RCA) – Casting Defects
| Defect | Primary Root Cause | Detection Method |
| Porosity | Gas entrapment / poor venting | X-ray, Ultrasonic Testing |
| Shrinkage | Improper feeding design | Radiography |
| Cold Shut | Low pouring temperature | Visual, Dye Penetrant |
| Blowholes | Mold moisture | X-ray |
| Misrun | Insufficient fluidity | Visual inspection |
What Are Forging Defects?
Forging defects are imperfections formed during plastic deformation of metal under compressive forces, typically due to improper temperature control, die alignment errors, or material flow disruption.
Forging is widely used in manufacturing high-performance hand tools because it improves grain alignment and mechanical strength. In professional-grade tools, a forging crack isn’t just a defect; it’s a safety liability that can lead to catastrophic tool failure under high torque
Workshop Insight: In forged hand tool production, die shift often occurs when die locking pressure is inconsistent during high-tonnage press cycles.
Common Forging Defects (With Cause)
Forging defects arise from deformation process variables and directly influence tool reliability. Here are the most common forging defects:
- Laps
- Cracks
- Unfilled Sections
- Flakes
- Die Shift
Laps
Laps occur due to improper material flow or folding during forging. In hand tools, surface laps can become crack initiation points under repetitive loading.
Cracks
Cracks form when forging temperatures fall outside the optimal range or strain rates are excessive. In striking tools like hammers, this increases breakage risk.
Unfilled Sections
Unfilled sections result from insufficient billet material or poor die design, affecting tool geometry and dimensional precision.
Flakes
Flakes are internal ruptures caused by hydrogen entrapment and rapid cooling. These hidden defects reduce tool reliability under high stress.
Die Shift
Die shift happens when forging dies misalign, producing dimensional inconsistencies and uneven grain flow, especially critical in precision tools like sockets.
Root Cause Analysis — Forging Defects
| Defect | Primary Root Cause | Detection Method |
| Laps | Improper metal flow / excessive folding | Visual inspection, Dye Penetrant |
| Cracks | Incorrect forging temperature / excessive strain | Magnetic Particle, Ultrasonic Testing |
| Unfilled Sections | Insufficient billet material / poor die design | Visual inspection, Dimensional check |
| Flakes | Hydrogen entrapment / rapid cooling | Ultrasonic Testing |
| Die Shift | Die misalignment during forging | Dimensional inspection |
Casting Defects vs Forging Defects (Comparison Table)
Here is a quick comparison of casting defects and forging defects:
| Factor | Casting Defects | Forging Defects |
| Process Type | Molten metal solidification | Plastic deformation under compression |
| Common Defects | Porosity, shrinkage, blowholes | Laps, cracks, die shift |
| Internal Voids | Highly common | Rare |
| Grain Structure | Random | Directional and refined |
| Mechanical Strength | Lower torque capacity | Higher torque resistance |
| Tool Durability | Moderate | Superior |
| Cost vs Quality | Lower cost, higher defect risk | Higher cost, premium reliability |
| Typical Tool Use | Light-duty tools | Professional-grade hand tools |
Why Casting Is More Prone to Internal Defects
Casting depends on molten metal solidification, introducing:
- Gas dissolution into molten metal
- Solidification shrinkage
- Turbulent flow inclusions
- Uneven cooling rates
In hand tools subjected to torque, impact, or cyclic loading, internal porosity can drastically reduce service life.
However, high-pressure die casting (HPDC) can produce complex tool components or non-load-bearing handles with intricate geometries that forging may not economically achieve.
How Forging Reduces Defects Compared to Casting
Forging enhances structural reliability in hand tools through:
- Grain Refinement: Compressive forces break up coarse grains, producing a fine, uniform structure.
- Directional Grain Flow: Grain alignment follows tool geometry, increasing fatigue resistance.
- Reduced Porosity: No melting reduces internal void risks.
- Enhanced Mechanical Properties: Forged hand tools typically demonstrate higher torque tolerance and impact strength.
This is why premium spanners, ratchets, impact sockets, and hammers are commonly forged rather than cast.
How Manufacturers Prevent Defects in Casting & Forging
Quality-focused hand tool manufacturers follow recognized standards such as ASTM material specifications and ISO 9001 quality systems.
In Casting:
- Controlled pouring temperature
- Proper gating and riser design
- Vacuum degassing
- Mold moisture control
- Non-destructive testing (Ultrasonic, Radiography)
In Forging:
- Correct forging temperature range
- Optimized die design
- Controlled cooling rates
- Lubrication management
- Dimensional inspection and magnetic particle testing
Pro Tip: For high-load hand tools, grain flow testing and torque validation are essential before market release.
Conclusion
When comparing casting defects vs forging defects in hand tools manufacturing, the difference lies in structural integrity. Casting defects mainly result from solidification issues, while forging defects stem from deformation control.
Forged hand tools generally offer superior strength, durability, and resistance to internal defects. However, casting remains useful for complex shapes and cost-sensitive applications.
Selecting the right process ensures safety, performance, and long-term reliability in professional and industrial hand tools.
FAQs
Common casting defects include porosity, shrinkage cavities, blowholes, cold shuts, and misruns. In hand tools, these defects can reduce torque capacity and durability.
Forging defects include laps, cracks, unfilled sections, flakes, and die shift. These affect tool precision and structural strength.
Casting involves molten metal solidification, increasing shrinkage and gas entrapment risks. Forging avoids melting, reducing internal void formation.
Minor surface defects may be machined, but internal cracks usually require part rejection to ensure tool safety.
Forging generally produces fewer internal defects and offers higher mechanical reliability, making it preferred for professional-grade hand tools.
Internal defects in hand tools are detected using non-destructive testing methods such as ultrasonic testing, X-ray radiography, and magnetic particle inspection.
Related Post
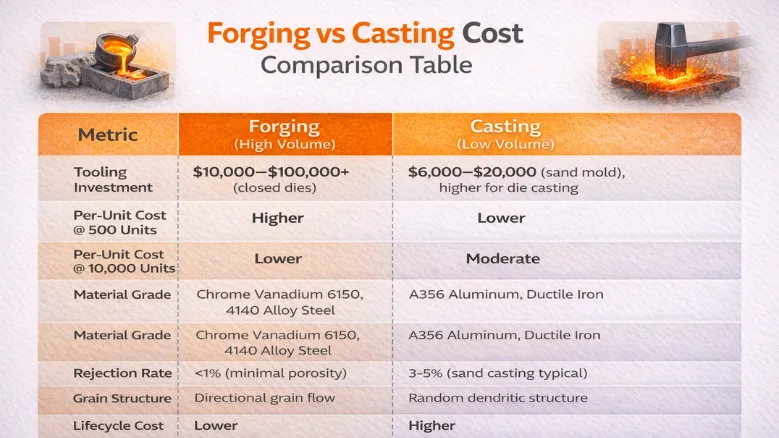
Forging vs Casting Cost Comparison: Which Is More Economical?
Forging is more economical for high-volume production (10,000+ units) due to lower per-unit costs and [...]